

Centro Multimedia
Centro MultimediaWhite Papers
Tecnología Sysmetric ABC-D
Burbuja interna digital de enfriamiento (D-IBC) integrada con el control de ancho en la extrusión de películas sopladas. El último sistema digital interno de enfriamiento de la burbuja (IBC) desarrollado por Sysmetric, ya ha tenido varios meses de actividad con éxito y reemplaza con impresionantes mejoras el rendimiento del sistema analógico veterano.
Digital Internal Bubble Cooling (D-IBC) Integrated with Width Control in Blown Film Extrusion
The latest digital internal bubble cooling system (IBC) developed by Sysmetric, has already seen several months of successful activity and replaces with impressive performance improvements the veteran analog system.
Internal cooling systems in blown film extrusion first appeared in the 1970’s.
The primary reason for the use of internal cooling system was to increase production by improving the cooling of the product which until then was only cooled on one side (the exterior) by the traditional air cooling ring. Another purpose was to improve the product’s properties. Most of the internal cooling systems use blowers to intake cold air into the bubble and exhaust the hot air out. The mission of the control system is to synchronize the blowers in order to stabilize the bubble at the correct size according to the required width. The blowers’ capacity is not stable and due to inertia their ability to change speeds is limited. It is therefore common to use a balancing valve on one of the blower pipes that allows rapid reaction to immediate changes. Another central stabilizing factor is the calibrating cage that forces the bubble to freeze at the correct size.
In most of the systems on the market the calibrating cage size is adjusted to approximately the required size, the bubble is gently inflated via the blowers and then the stabilizing system, which includes the sensors and balancing valve, is tuned so that the bubble fits the cage. The actual product width can only be measured after the initial stabilization and only then can the cage size be adjusted (increased or decreased) in order to achieve the required width. This type of operation requires a great deal of expertise and is time consuming
The first ABC* system was launched in 2001 and it included IBC control for synchronizing the blowers, calibration cage size adjustment and operating the balancing valve in an optimal fashion. All the operator had to do was enter the required product width and the cooling intensity.
* ABC is named “Advanced Bubble Control” because it is a system that in addition to adjusting the cooling blower ratio, also adjusts the size of the calibrating cage, the distance between the cage and the bubble (gap) and the balancing valve.
The control system adjusted the cage size and coordinated the blower speed so that the correct bubble size was achieved as quickly as possible, stabilized the bubble in relation to the cage according to the required distance between them and adjusted the bubble width in accordance with the exact final product width to compensate for shrinkage processes. The typical stabilization time was shortened from approximately 10 minutes to approximately 3 minutes whereby within one minute the final product was within 10mm of the required width. The control system managed to greatly reduce the dependency upon the operators’ skills and provided rapid alterations to bubble size thus greatly reducing the percentage of product rejects.
However as in the case of other systems, technological shortcomings restricted the achieved level of accuracy. The recently launched Sysmetric ABC-D control system deals with every one of the former system’s drawbacks leading to greatly increased performance.
This article describes the technological breakthrough and the many improvements that the system offers.
* ABC is named “Advanced Bubble Control” because it is a system that in addition to adjusting the cooling blower ratio, also adjusts the size of the calibrating cage, the distance between the cage and the bubble (gap) and the balancing valve.
Ultrasonic sensors:
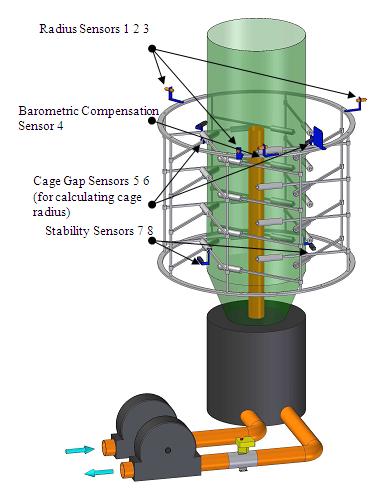
In a similar fashion to other systems on the market, the ABC control system uses ultrasonic sensors but as opposed to other systems it uses between 8 and 10 sensors for 5 separate roles: measuring the frozen bubble radius, measuring the distance between the cage and the bubble (gap), calculating the cage radius, measuring the stability of the lower part of the bubble and calibrating the speed of sound factor. It is important to note that the sensors are installed in an environment with extreme temperature changes, dirt and product fluctuations that present a stumbling block to all measuring systems.
Note: There are two principle types of distance sensors suitable for this type of application – optical and ultrasonic. In spite of the fact that optical sensors (CCD, triangulation, time delay) appear more promising they are not at present suitable due to 3 reasons: high cost, limited dynamic range and their high sensitivity to dirt and to the product color.
The reading of a large number of sensors is usually carried out analogically even though the actual measurement is mainly digital and is based on an accurate measurement of the time between the transmission of the sound wave and the reception of its echo. In a multi sensor system it is obviously essential to coordinate the sensors in such a way that the signal transmitted by one sensor will not mistakenly be read as another sensor’s echo. The restricted dynamic range of analog inputs (12-16 bits) and the necessity of calibration in order to incorporate all of the sensors into one measuring system make it difficult to obtain high accuracy. The new Sysmetric control system uses a dedicated “sensor-controller” circuit board. This circuit board was designed and developed by Sysmetric and greatly improves the measurement performance.
The sensor-controller operates up to 10 sensors simultaneously with an internal accuracy of 0.2 mm (in contrast to 0.7 mm in analog systems) with an increased dynamic range of both the minimum and maximum distance. For example: a sensor with a dynamic range of between 200 – 1200 mm has the improved dynamic range of between 150 – 2000 mm.
Each sensor is activated and sampled tens of times per second. The weak and exceptional signals that are caused by movements of the bubble surface are filtered out and the remaining readings are weighted and sent via CRC protected digital communication to the central controller. Data transfer via communication maintains the high reading accuracy and completely removes the need for analog inputs and for calibrating the system.
The sensor-controller enhances the sensors’ operation and provides data on exceptional readings and the percentage of correct sensor operation. This sensor enhancement includes information about targets that are not within the measuring range including the direction of the exception (most sensors on the market under these circumstances will provide a certain default value that is most definitely inaccurate). The sensor-controller tests each sensor connection, the sensor activity, target existence and quality and diagnoses the many readings. These details allow quick identification of a reduction in a specific sensor’s performance due to dirt, particles obstructing the sound waves or sensor fatigue well before these problems influence the system performance. The sensor-controller frees the maintenance staff from the need of any measurement devices whatsoever for checking and calibrating the sensors. Whenever the sensor-controller recognizes improper activity on any sensor the sensor-controller complements the data from the remaining correctly operating sensors thus providing failsafe operation).
The inputs and outputs of the sensor-controller are protected from the types of interference to be found on the production floor including static electricity, reverse polarity, current restrictor (short circuit) and galvanic isolation between the communication and the sensors. The current restrictor includes protection for each sensor (by PTC components) and automatically self recovers i.e. the sensor immediately starts working when the fault is corrected. In addition the circuit supports connecting and disconnecting the sensors during operation without interfering with the working sensors. All of the sensors have standard plugs for easy connection and service. The sensor-controller consists of 2 cards, the lower of which is the mother board. It only consists of connectors and is used to connect the sensors and the communication. The detachable top card contains all of the electronic components and the processor. This structure provides easy and fast replacement in the case of a faulty card without the need to disconnect and reconnect wiring. The sensor-controller significantly simplifies installation and maintenance because it is connected by a single cable to the central controller and its proximity to the sensors allows direct connection with each sensor.
Due to the fact that the distance measurement and calibration is carried out by the sensor-controller, the systems sensors are relatively simple and as previously mentioned do not need calibrating. They are available in a range of frequencies and ranges and will always provide actual distance readings with a resolution of 1/10 mm. This high degree of accuracy is obtained by the correct filtering of tens of fast readings for each distance sampling.
Radius Sensors:
These sensors are installed above the calibrating cage at the point where the bubble is frozen and they measure the almost final bubble size (because of the high temperature in the area and the bubble stretching it continues to shrink until it cools down. This shrinkage is taken into consideration by the control system). These sensors have a large dynamic range in order to allow measuring all possible line production sizes without the need to change the sensor positions. They are operated at a relatively low frequency (80-200 KHz) which enables measuring large distances. The sensors are installed horizontally with an angle of 1200 between them (from top view). This deployment enables accurately measuring the bubble diameter even when the bubble is not centered on the assumption that the bubble is circular (from top view). When the bubble is not circular due to mechanical interruptions (low secondary cage or collapsing/folding frames) or due to low blow ratio (in this case the pressure inside the bubble is no higher than atmospheric pressure) there is a deviation in the diameter measurement and under special circumstances additional sensors can be installed.
Cage Sensors:
The cage sensors are connected to the supporting arms of the cage and move accordingly with the cage. The cage sensors measure the distance to the bubble’s surface and are used by the system to calculate the radius of the calibration cage, the gap between the cage and the bubble and the stability of the lower part of the bubble. Because the distance they measure is constant for each product size they have a small sensory range and are highly accurate. The Sysmetric system uses a deflective beam (acoustic mirror). In this way it overcomes the sensors’ restrictions of minimum distance and allows measuring very small distances which is sometimes essential during product width changes when the sensors may be situated extremely close to the bubble. It also allows the sensors to be flatly installed so that they do not interfere with the cage height and width adjustment system. Most calibrator cages have an even number of arms (8 in small cages) in which case two upper and two lower sensors are installed. A few manufacturers make cages whereby the number of arms is divisible by 3 (mostly 9 arms). In these types of cages 3 upper and 3 lower sensors are installed.
Compensation Sensor:
The compensation sensor is installed at a fixed distance from the target and is used for calculating and correcting the speed of sound ratio in the measurement area (barometric co-efficient). The factor that has the greatest effect on the speed of sound is the air temperature while other factors such as air pressure and humidity also have a minor affect. The compensation sensor combines all of the influencing factors into a single co-efficient thus maintaining the system’s accuracy. It is important to note that the accuracy is for the average value. Gusts of cold or hot air can cause a momentary deviation and it is therefore important to maintain a stable environment around the production line.
Balancing Valve
The role of the balancing valve is to enable the system to react quickly to any width changes occurring in the area where the bubble freezes. The valve partially blocks the air flow and its operation increases or decreases the interference to the air flow thus allowing bi-directional control. The balancing valve is positioned on either the air intake or exhaust. It is usually installed next to the die on the hot air exhaust. There are advantages and disadvantages to both positions. The main disadvantage of installation on the exhaust blower is that the pipe contains evaporated materials from the production process. As the air cools there can be a buildup of these precipitants that can damage the valve’s operation. The main disadvantage to installing the valve on the cool air intake is the additional pressure that the blower has to provide causes a rise in air temperature and a resultant change in the product’s cooling profile while it is being controlled.
Most of the valves on the market operate by changes in the balance of a spring held piston. Changes in the air pressure fed into the piston tighten or release the spring until the balance point is again achieved. This process is relatively slow (approximately 0.5 Hz) and is inaccurate because of friction and backlash between the parts that increase with time. The new balancing valve developed by Sysmetric is operated by a servo step motor with continuous position feedback. The step motor has a bandwidth of more than 5 Hz with absolute accuracy irrelevant of load. The step motor is rigidly connected to the valve meaning that no mechanical gaps can build up and reduce its accuracy. The new valve is extremely smooth preventing a buildup of precipitants and transmits its absolute position to the control system. Any incorrect operation is immediately detected. The valve operates on 24V and does not need an air pressure supply.
Modeling Control
The control system uses a unique control method called modeling which means that even non-skilled operators can carry out fast and safe product size changes without supervision.
Product Size Accuracy of ±0.1 mm
Is that really possible? Unfortunately it is only possible in fairy tales. As far as the measurement system is concerned it is possible to attain this level of accuracy with the various components and highly accurate sensors but production line and raw material limitations prevent achieving it.
The main reason is to be found in the way that the product freezes. When the cross section of the bubble is totally homogeneous in its ingredient concentration and temperature, the cooling rate will be stable and the bubble’s horizontal and vertical stretch will be constant. The bubble will freeze and reach its final size at a constant height and will stabilize at a constant width. The same should apply to the cool air flow and its temperature. However there are fluctuations in the fusion of each extruder especially in the amount of heat produced. It suffices to say that there is a difference of temperature of 10oc between the wall and center of the flow. Melted material that leaves the die at a slightly higher temperature freezes later and stretches more than material leaving the die at a slightly lower temperature and vice versa. In a similar fashion slight changes in the concentration of the ingredients due to a lack of homogeneity or changes in air flow will also influence width stability.
So what can help maintain the accuracy? The calibrator cage saves the day. In most products, when the calibrator cage is placed at the correct height so that the rollers of the lower supporting arms are positioned slightly below the freezing line, it “guides” the bubble at a fairly constant size so that it freezes in the cage and its size is stable. However in this situation the supporting arms touch the hot bubble surface and sometimes cause scratching.
In addition to the correct positioning of the calibrator cage, making slight adjustments to the cooling level, to the pressure the cage applies to the bubble and to the production rate (line speed and extruder capacity) all lead to optimization of the production line and contribute greatly to ensuring that the accuracy is above or equal to the technological capabilities of the control system.
So Why Invest in this Type of Control System?
First and foremost, in order to reduce setup time and waste material created during product size changes without dependency on skilled operators.
1. Automatic and safe stabilizing allows changes to production output and line changes (line start up, knife and cutting edge insertion, maintenance of the rollers and printers etc.) with a minimal effect on the product width leads to reduced waste.
2. The high stability provided by the system allows changing production parameters such as increasing output whilst maintaining high production accuracy.
3.The meticulous checking of all of the system components that is carried out by the system during operation and the automatic back up of some of the components promises early detection of any faults before any damage can be caused and a reduction in valuable maintenance time.
Gilli Gozani
![]()
Chief Engineer
Sysmetric

Modelado en sistemas de control
El uso de técnicas avanzadas de control en los sistemas de control de Sysmetric ofrece precisión, confiabilidad y tiempos de configuración extremadamente rápidos.
Abstract
Process Control enables automatic accurate adjustment of values. Many of these values are continuously controlled in time (for example: changing heating power to adjust temperature to a set value) while others are batch process (for example: filling sugar in a box to a set weight).
The most common control process in the market is PID and its abbreviations, which works well for many continuous processes. Some continuous processes are more difficult to stabilize with PID because of changing parameters and some are impossible (for example: stabilizing a pencil on the tip of a finger). Over the years more advanced controllers have evolved like Fussy-Logic, complex polynomial controllers, Neural-Networks and many more. All of these are trying to find one good answer to many different problems. None of these is tailored for one answer and none of these is good for the batch processes. In attempt to tune and judge a control process, some measures have been declared but none of which is trying to get to the absolute allowable limits of accuracy and stabilizing speed.
Modeling
Modeling solves the control process by finding the “inverse” of the process formula (for example: it can stabilize two pencils one on top of the other on a finger).
Two types of Modeling are used: experimental and physical. The experimental method uses several system tests to find the proper “inverse” while physical calculates the inverse using physics rules. Both types are suitable for continuous and for batch processes.
Most surprisingly, this control method does not require special computers or “number-crunchers”. Most PLC’s on the market can be used so solve them efficiently.
All Sysmetric products use the physical modeling technique to get as accurate and as fast as possible to the set value, realized on standard industrial PLC.
CD Batch dosing systems:
The different batch ingredients are delivered into a single weighing bucket one by one. Materials have to be delivered fast and accurately as possible.
Since materials are flying into the bucket there is some delay in the reading of their mass thus accuracy might be affected. Sometimes the set value is so small that once the first material particle is measured, the “in-flight material” contains more than the set value.
The Modeling controller solves the whole control problem with a single formula that can deliver any amount and tune itself to any material behavior.
Extruder production rate control:
The rate of production is either measured by loss-in-weight principle or by the batch dosing (mentioned above) process. These, like any other “sensors” produce a lot of noise that has to be filtered out, in order to get precise control. The filter adds delay that slows down the control process. At the end of any control action, the system has to delay its next step until the filter has stabilized. Sysmetric modeling enables continuous analysis during any ramping including special non-linear analysis for the cabling industry. This means that while extruder is ramping, it follows the require curve with a maximum error of 3% during 15 seconds ramp from 10% to 100% of production.
Internal Bubble Cooling control:
This is a typical modeling problem since there are a lot of the side affect to any action that comes sometimes many minutes after any change. Modeling sees this as a single and smooth operation, predicting any affect, making sure that the system stabilizes even before the sensors can show it.
Same goes for material feeders (screw, belt and vibrator) and to the profile control system.
Gilad Gozani
![]()
Chief Engineer
Sysmetric

Dosificación y Control de Línea Sysmetric
Este artículo proporciona una breve descripción de los sistemas de dosificación gravimétrica y control de línea de Sysmetric.
Gravimetric Dosing Systems and Line Control
There are two dosing methods in the gravimetric dosing world :
The first method is continuous or loss-in-weight, whereby all of the mixture components are fed simultaneously to the machine’s throat. Sysmetric uses this method when:
- The dosing capacity is greater than 1500 kg/hour (3,300 lbs/hour).
- Dosing with one additive only i.e. main material and one additive such as M/B.
- The materials used have vastly different properties e.g. powder and granules.
- When materials have to be separated before entering the extruder e.g. additives in CPET due to temperature differences.
- Upon customer request.
The second method is batch type dosing whereby the recipe components are fed one after another into a common weighing cell and mixing chamber.
This is the most common dosing method due to the following reasons:
- High dosing accuracy for a wide range of capacities
- Simplicity and reliability
- High cost/efficiency ratio (Value for money)
- Fast material changing
- Suited to a wide range of raw materials including regrind materials
- Modular system that can be expanded
- Possibility of combining batch systems with loss-in-weight systems for unique solutions
- Possibility of expansion and integration for “line – control”
Line Control:
The main role of line control is to significantly improve the extrusion process. Stable and consistent production allows decreasing the average product weight whilst improving the properties and thus save a great deal of money.
Our customers report that in their experience they achieve a reduction of 6% in raw material use just by controlling the gram/meter. The Sysmetric system controls several components in order to carry out the line control:
- Screw speed (RPM) in order to control the extruder throughput (kg/hour – lbs/hour)
- Supervises and controls the layer ratio in multi layer lines (%)
- Supervises and controls line speed (m/min – feet/min)
- Supervises and controls gram/meter of the product (lbs/feet)
- Width control in blown film extrusion
- Advanced control including digital IBC and cage control (ABCD)
- Sheet profile control